Ultrasound entirely generated and detected using lasers
Laser-ultrasonics is a non-contact, non-destructive evaluation method that combines the accuracy of ultrasonic technique (UT) with the flexibility of optical systems.
Talk to an expertWhat is laser UT?
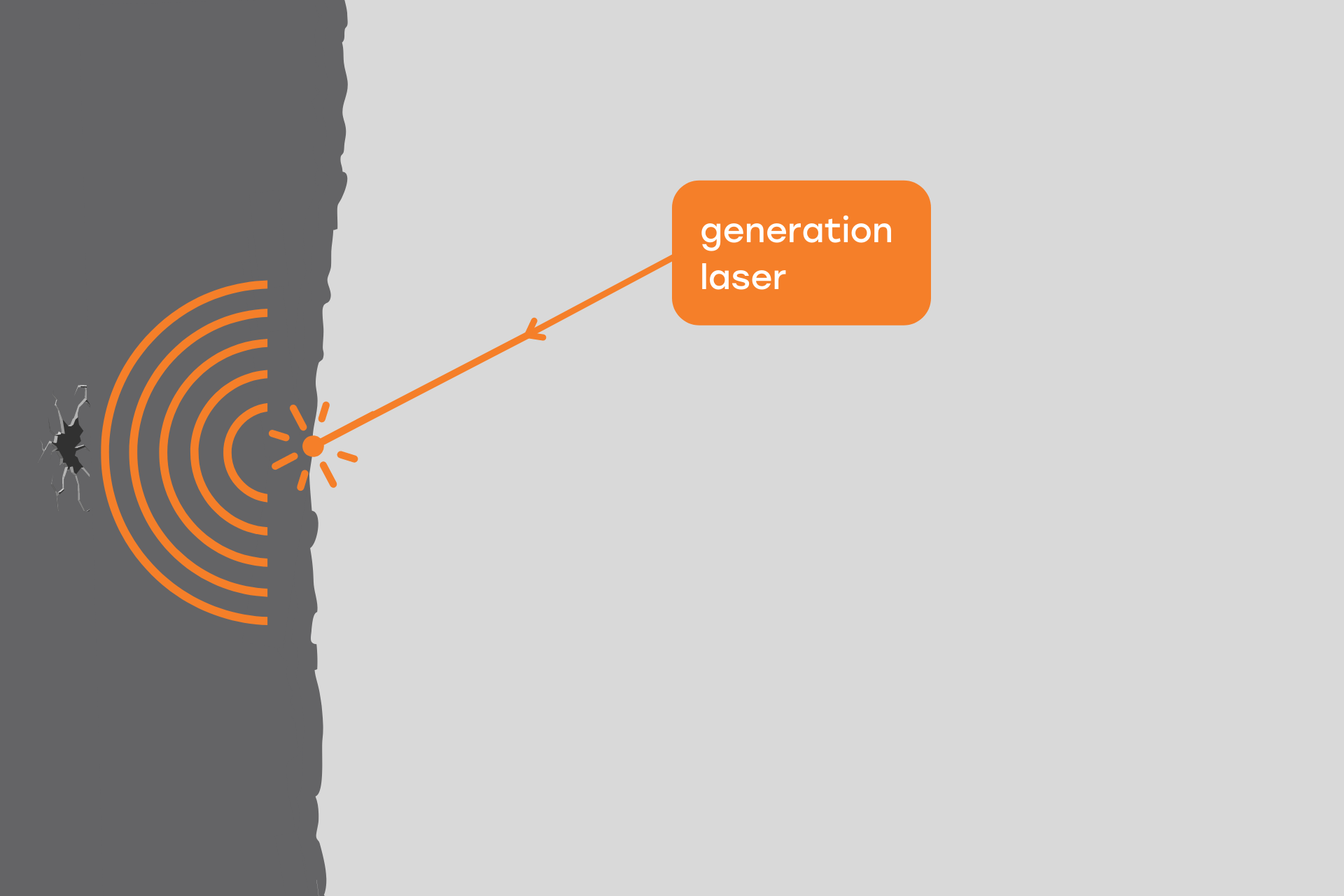
In laser-ultrasonics, a short laser light pulse, called the generation laser, is absorbed over a small volume on the surface of the target material. The absorbed optical energy triggers a high-frequency sound pulse within the material, called the ultrasonic probing pulse.
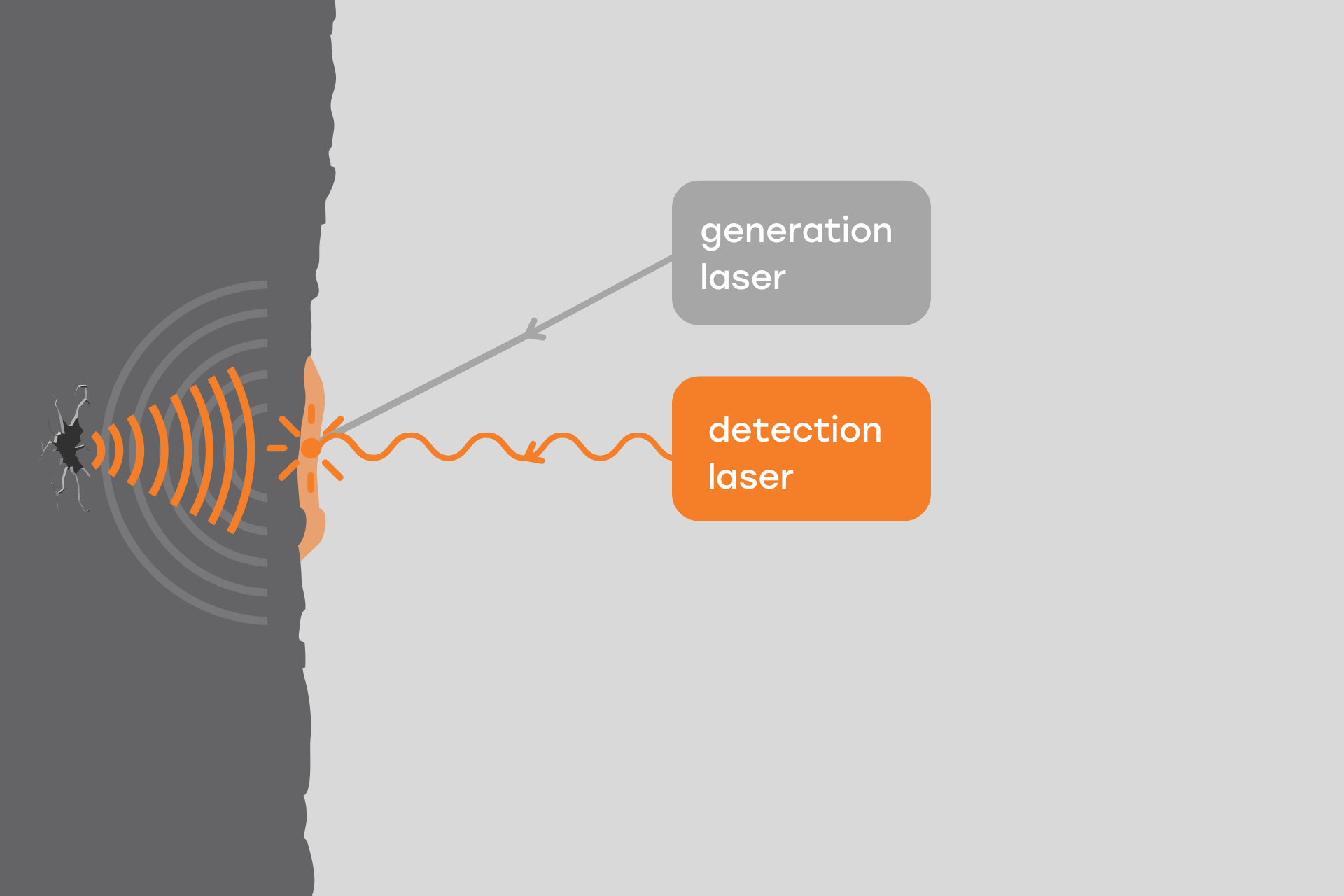
Simultaneously, a second laser, called the detection laser, is aimed where ultrasound is excepted. The reflections of the detection laser from this area are preciously collected for analysis.
The surface motion caused by ultrasound is then encoded in the backscattered light. Using an optical interferometric process, the surface motion is extracted from the collected light, producing a signal identical to conventional UT, but without any contact with the target. UT waveform analysis methods are then used directly on the laser-UT waveforms to detect defects, characterize material or obtain dimensional measurements. Laser-ultrasonics can be used in environments where it was previously not possible with conventional UT, expanding the range of UT applications.
Step 1
Laser-generated ultrasound
The basis of laser-generated ultrasound is to transfer a large amount of energy within a small volume of material, fast enough that this material does not have the time to properly react or dissipate that energy. The reaction to the stored energy results in a mechanical detonation that launches acoustic waves in the material itself.
The energy needs to be deposited very rapidly to achieve such conditions. That’s why very short-time laser pulses are used, from nanosecond down to femtosecond lasers, depending on the application. The most commonly used lasers in the market are glass-based solid state Q-Switch sources with impulses between 1 to 10 nanosecond and energy ranging from a few milliJoules to a few Joules.
Step 2
Laser encoding
Detecting an ultrasound, laser-based or not, is always about detecting minute surface displacements caused by ultrasonic echos.
In laser-UT, these minute movements are measured by a second laser focussed where ultrasonic echoes are expected. Because of the well-known Doppler effect, the backscattered light from a nanometer-scale moving surface will carry a frequency alteration that is proportional to the surface’s velocity. The surface displacement is then encoded in the light collected from the target.
Learn more about the CW detection laser
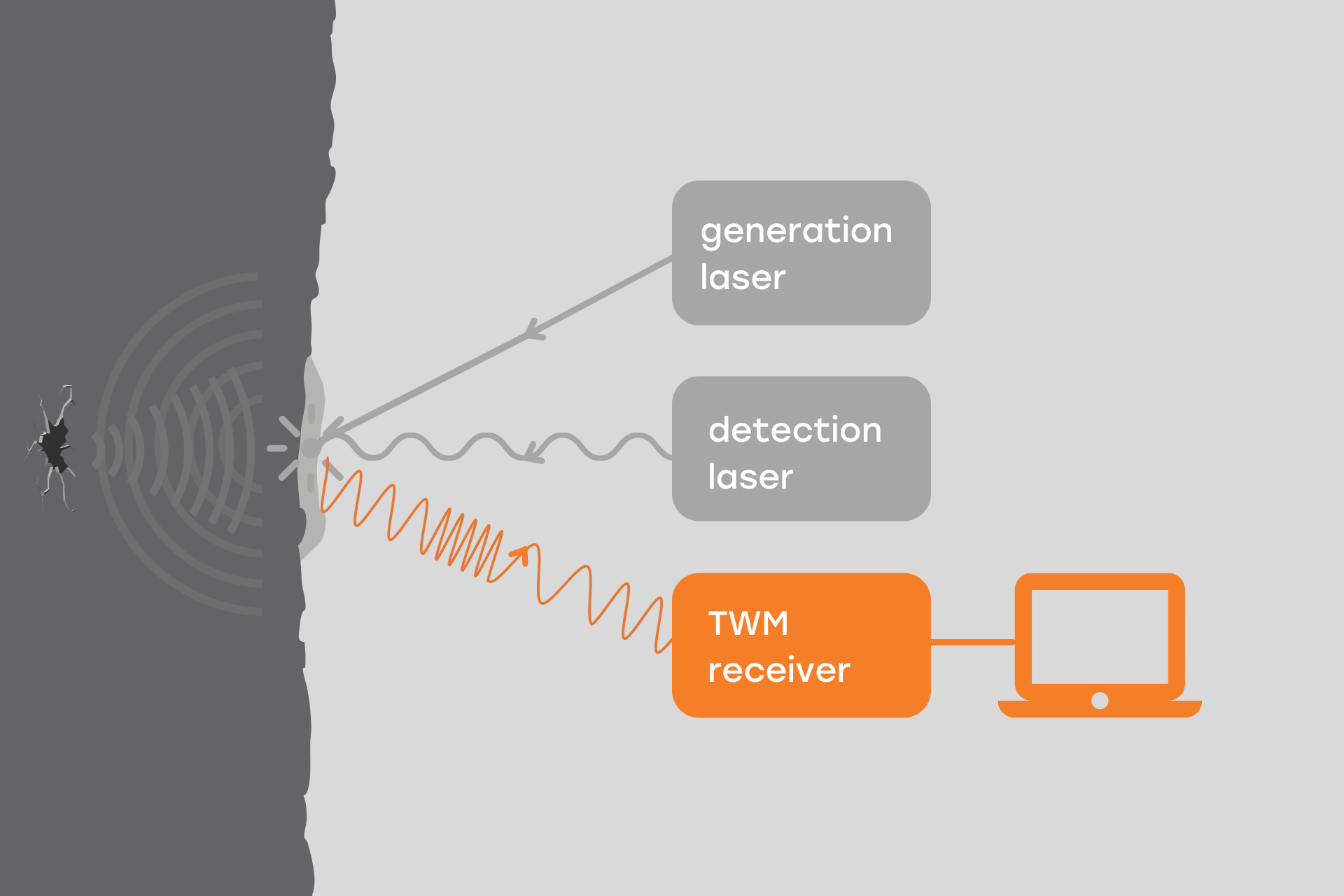
Step 3
Laser decoding
Coded light collected from the inspected material is then routed, using optical fibres, to a laser interferometer. The interferometer acts as a demodulator, converting the light frequency modulations into electrical amplitude modulations, just like a car radio does with analog FM radio channels.
At Tecnar, our interferometer for laser-ultrasonic detection is based on holographic technologies in a photo-refractive crystal. Such units have the advantages of being rugged, maintenance-free and sensitive to ultrasound content.
Step 4
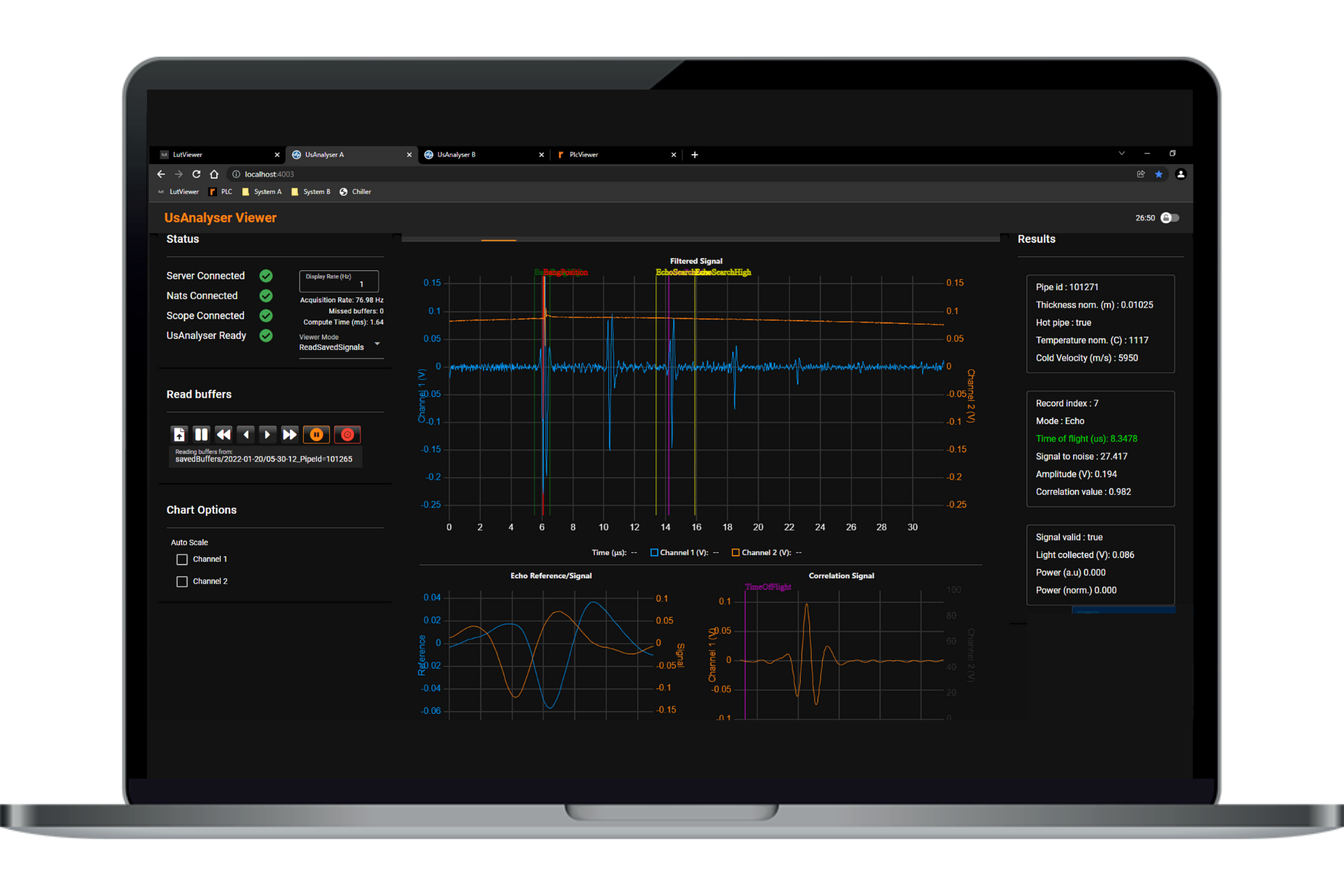
Signal processing
Once the ultrasound is digitized into a computer, a software analyzes the signal to attribute a specific desired characteristic for the application. That characteristic is attached to a position on the tested part.
Characteristics can be geometrical, like the overall thickness of a part. It can be about the finding porosities inside a given volume, using advanced processing like Synthetic Aperture Focusing Techniques (SAFT). And it can be about measuring transformations in the frequency domain, like the frequency dependent attenuation caused by grain structure. Tecnar’s software is built to perform all these different processing approaches.
Interested in getting into laser-ultrasonics?
Leave your details so our experts can contact you. Our team will answer all your questions and suggest the best solution for your needs.